System integrator Alvey is building a fully automated palletizing system in a new state-of-the-art dairy plant in France. Qimarox’s Prorunner mk5 vertical conveyor provides the crucial link between the production lines and palletizers. Ronan Dervin of Alvey: ‘This product lift must be extremely reliable. If only one stops, the entire production line must be shut down.’
The project: palletizing dairy products
A brand new dairy plant is being built in France for the production of milk and yoghurt. The largely automated factory – including, among other things, auto-driven vehicles for internal transport – will initially have six production lines. However, the design has taken strong growth into account. Extension to a total of sixteen production lines is one of the possibilities.

Alvey is building a fully automated palletizing system for palletizing the boxes and trays of dairy products. The system integrator will therefore place an accumulator table with a length of 16 m and a width of 3.5 m width at the end of each production line. At this table, the boxes and trays will be collected until a pallet load is complete. After that, all products are transported to one of the automatic palletizers included in the system. ‘Initially, we will install two machines, but there is also room for expansion to a total of five palletizers,’ says Ronan Dervin, Alvey’s Sales Support Manager.
The challenge: reliable vertical transport
The large size of the accumulation tables makes placement on the floor behind the production lines undesirable. This would make the middle production lines difficult to reach for operators, service engineers, and for the supply of packaging materials. ‘We will therefore place the tables above the production lines. Product lifts should ensure vertical transport between production lines and accumulation tables’, according to Dervin.
The capacity of the production lines will determine the capacity of the product lifts. This means that every product lift must be able to transport twenty boxes or trays per minute. The boxes and trays weigh up to 15 kg and have dimensions ranging from 300 x 300 to 300 x 400 mm. They must each be raised from 1.1 to 5.4 m in height. ‘The factory runs 24 hours a day, seven days a week. This means that the product lifts must be extremely reliable. If one stops, the production line must be discontinued or additional employees must be put to work to manually palletize the products. That’s not a solution’, according to Dervin.
The solution: Qimarox Prorunner mk5
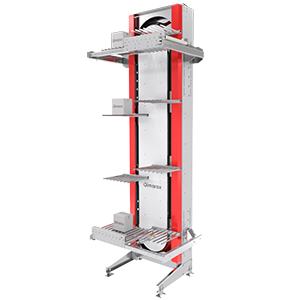
The search for a suitable product lift ended pretty quickly when the company found Qimarox, the supplier of the Prorunner mk5. This unique lift operates according to the paternoster principle, where the lifting forks automatically pick up the boxes and trays from the infeed conveyor and deposit them on the outfeed conveyor. ‘One major advantage of the Prorunner mk5 is its footprint, which is very small compared to other product lifts. Thanks to the continuous loop traveled by the forks, the lift can always provide a capacity that fits perfectly with the production line’, Dervin explains. Prorunner mk5 vertical conveyor transports dairy products to great heights.
Another advantage is the patented design, which is relatively simple and contains few moving parts. ‘This means that the product lift needs little maintenance. And then there is its extremely attractive price’, said Dervin.
Implementation: quick and easy
Initially, Qimarox will supply six product lifts, one for each production line and accumulation table. If the number of production lines and accumulation tables grows to sixteen in total, the number of product lifts will increase just as fast. ‘Installation and integration will present few problems. We receive the product lifts ready for use, so no assembly is required on site. A forklift is all we need to easily put the product lifts in place. Neither does the control system cause any problems, partly because only a few photo cells are needed, unlike with other product lifts’.
The fact that the exact layout of the production lines wasn’t yet known when selecting the product lifts was also one of Qimarox’s advantages. ‘Their product lift has multiple configuration options. If during the project, you decide you want to enter the products from the side instead of from the front, that’s not a problem for the Prorunner mk5.’
The result: satisfied end-customers
The Prorunner mk5 was also appreciated by the dairy producer, who was already using more than ten Qimarox product lifts elsewhere in France. ‘They are very happy about that, particularly about the way in which the products are transported upwards. With some solutions, the boxes and trays are twisted and therefore end up getting permanently deformed. This In turn creates problems when creating stable and safe pallet stacks. With the Prorunner mk5, this isn’t a problem, because both the boxes and trays stay completely horizontal throughout the entire loop’, Dervin explains.
Alvey has worked with Qimarox before, and has always been fully satisfied. Dervin: ‘We work with a relatively small number of partners and build long-term relationships. Confidence is the basis for this relationship with Qimarox. They always deliver their products without any problems and on time. And if we ever have a question, they always answer promptly.’